Weyermann®
Inside Weyermann® with Axel Jany
The Weyermann® video series provides you with exciting insights from their red and yellow Weyermann® world. You can expect information about their products, technical questions and many other topics relating to malt and brewing.
Say hello to their expert Axel Jany, Weyermann® team leader international customer consultants!

Top malt is an undermodified malt designed to improve foam stability. The modern version of top malt is known as Weyermann® Carapils®. In the USA, it is registered as Weyermann® Carafoam® and is distributed by BSG under the name Carafoam®.
Weyermann® Carafoam® was first developed in 1908 under the name Carapils®. This technical malt has been used for 116 years to achieve a consistent “top malt result.” A bright beer colour and stable foam are provided by its application.
A slightly darker colour and fuller body are delivered by Weyermann® Carafoam® and Weyermann® Carahell®. These malts are great technical additions to the base malt for Pilsner and Helles.
Two key aspects are relevant to this question: a pragmatic approach and a focus on quality and taste.
In the past, all malt was dried over an open fire, using various fuels. Straw, peat, wood, coal, and even dung were commonly used. Any available fuel was utilised.
Peat has been used on many Scottish islands for centuries. In Central Germany, beech wood was primarily chosen due to the abundance of beech trees in mixed forests. Its fuel characteristics are highly effective. In addition to its availability and efficiency, beech wood provides a well-rounded smoke aroma. This makes it an ideal flavour supplier for smoked beer.
With beech wood, smoke levels can be precisely controlled. This allows different intensities to be created, ensuring the desired flavour is achieved.
To produce this product, green malt is diverted directly from the germination box into the roasting drum. The amylases, already formed during germination, are allowed to break down the starch.
In the roasting drums, temperatures are carefully controlled to mimic the mashing process in the brewery. As a result, alpha- and beta-amylase begin breaking down the starch and releasing sugars. Through thermal treatment, these sugars are then caramelised.
Different flavours and aromas are formed depending on the intensity of caramelisation. The resulting notes can range from salty and biscuit-like to caramel and nutty flavours.
Enzymes, known as “bio-catalysts,” are naturally occurring reaction aids that regulate the degradation process in malt.
- The cell walls are broken down to access the flour body.
- Starch is reduced to sugar. Amylases, a type of enzyme, break down polysaccharides. In 1833, amylase (then called diastase) was discovered in a malt solution by a French chemist. This was the first enzyme to be identified.
During germination, enzymes are naturally activated and formed in malt. These enzymes are required in the brewing process to convert starch in the grain into fermentable sugar.
During fermentation, alcohol and carbon dioxide are produced using lower or upper yeast. Brewers rely on this process to create beer.
If flour lacks sufficient gas-producing capacity, biotechnologically produced amylases are used in baking. Sugar is created by amylases, which is then converted into ethanol and carbon dioxide during fermentation. This reaction enables dough to rise.
3. Proteins are reduced to ensure optimal processing in breweries. Enzymes break down protein molecules into smaller proteins and amino acids. Protein composition is crucial in beer production, influencing fermentation (yeast nutrition), foam stability, and flavour profile.
Like all beers, wheat beers are characterised by a combination of different aromas. In addition to malty aroma components, a balance of phenolic and estery aromas is produced during fermentation.
Phenolic compounds, such as 4-Vinylguaiacol, create flavours ranging from clove to spicy, peppery notes. These aromas are produced by compounds formed from the so-called “ferulic acid.”
Ferulic acid is contained in malt and is found in the cell walls of the endosperm. In this structure, it remains bound within pentosan chains.
The ferulic acid content in the wort can be influenced by the brewer through raw material selection and processing in the brewhouse. In this way, the intensity of the phenolic clove aroma in the finished beer is determined.
A method used to increase ferulic acid content involves starting mashing at low temperatures and performing a rest at 45°C.
An optimal mash pH range of 5.2–5.4 can be achieved by using Weyermann® acidulated malt, adding sour wort, or combining both.
The pH of the mash is lowered by biologically produced lactic acid, providing the basis for high enzyme activity. As a result, the brewing process is optimised, and beer quality is improved. Other benefits include an optimal fermentation process, a shorter fermentation time, and easier filtration due to reduced viscosity.
Taste stability is increased, further enhancing beer quality. Biological acidification naturally reduces the pH value, ensuring compliance with the German Purity Law.
These Weyermann® products can be used without hesitation, as they significantly improve beer quality and enhance its flavour.
Weyermann® acidity extract is a controlled, non-alcoholic fermented sour wort in concentrated form with a hazy, brown appearance. Breweries without their own sour wort production are provided with the opportunity to benefit from biological acidification. This extract can be used during mashing or in the wort kettle.
The sour wort extract serves as a good alternative or supplement to acidulated malt, allowing optimal pH values to be set in the brewhouse. It is available in a re-sealable Bag-in-Box (BiB) unit.
Each BiB contains 16 litres, which corresponds to 20 kg. To reduce the pH by 0.1 during mash acidification, a dosage of approximately 10 litres per 1000 kg of malt is recommended. For acidification in the wort kettle, around 6 litres per 1000 kg of malt should be used.
The very dark roasted malt, Weyermann® Carafa®, is produced in roasting drums at temperatures of up to 250°C, along with the husks. Weyermann® Carafa® Special is manufactured without barley husks, which are removed using a specialised peeling technology developed by Weyermann®.
During the production of Carafa® Special, bitterness is reduced by removing the husks, allowing mild, roasted flavours to be achieved. Additionally, a patented gentle roasting process is used for debittering, ensuring a smoother taste.
For Weyermann® Carafa® Type I to III, strong roasted aromas are highly desirable. These trademarks of Weyermann® contribute the characteristic flavour found in stouts and porters.
However, in German-style black beers, strong roasted aromas are less preferred. For milder ales, Weyermann® Carafa® Special is recommended, with a suggested usage of up to 5% in the malt bill.
Only the best raw materials are used for Weyermann® speciality malt production in Bamberg. An average sample is taken from all trucks carrying products such as summer malting barley, quality wheat, spelt, or rye, immediately after their arrival. This sample is then examined in detail in the central laboratory for various parameters.
If the delivery meets the required specifications, a truck with approximately 25 tonnes of product can be unloaded gently in 20 minutes. Dust is efficiently removed from the grain using state-of-the-art technology during this process.
Up to 16 trucks are sampled and unloaded daily at the historic Weyermann® premises in Bamberg. This ensures that customers in over 135 countries can be supplied with a diverse range of malts at all times.
Introducing Weyermann® Acidulated Malt: the perfect addition to your brew. Weyermann® Acidulated Malt has a pH level of 3.3 – 4.5 and is ideal for lowering the pH of your wort. By doing so, mashing and fermentation are enhanced, resulting in a more refined beer flavour.
This malt has an EBC value of 2.5 to 12.0, and the addition of up to 5% can improve the flavour stability of your beer. It is highly recommended for use with hard brewing water and is particularly effective for Pilsners, Ales, light beers, wheat beers, and draft beers.
For naturally sour beers, up to 10% of Weyermann® Acidulated Malt is recommended to achieve the perfect characteristic taste. This addition brings hints of dried fruits, with sensory nuances of vanilla, hazelnut, and honey. Weyermann® Acidulated Malt is an excellent choice to harmoniously complete the taste of your beer.
The friability value is a key characteristic of base malt that measures the hardness of the grain’s endosperm. The endosperm, a pale, usually white region inside the grain, is protected by layers, including the outer husks. These husks shield the starch inside.
Friability is achieved during malting. Enzymes produced during germination break down the cell walls around the starch granules. After drying and kilning, the endosperm transforms into a friable material. This makes the malt easier to crush, producing grits and flour. Smaller particles improve the conversion of starch into fermentable sugars during mashing.
Caramelisation
Caramelisation and roasting processes affect friability. This turns simple sugars into complex compounds, hardening the endosperm. Therefore, friability cannot be measured in speciality malts.
Grain storage also impacts friability. High temperatures and moisture levels reduce a malt’s ability to produce grits and flour, lowering its friability value.
At Weyermann®, friability meters measure both the friability value and glassy kernels. A base malt sample is placed in a rotating wire sieve, which is pressed with a standard roller. This causes grinding, separating the kernels into two fractions. The amount passing through the sieve gives the friability value. The remaining kernels are checked for glassy kernels.
Weyermann® sets a maximum limit of 2.5% glassy kernels in base malt to prevent lautering issues. This analysis does not apply to wheat malts.
The high-quality level at Weyermann® Malts starts even before the malting process, with a sophisticated six-step grain cleaning system.
Step One
First, after harvest, the grain—primarily barley, wheat, spelt, and rye—is cleaned and sorted at the Weyermann® grain reception in Leesau. It handles up to 80 tons per hour. If necessary, the grain is gently dried, cooled, and ventilated to perfection.
Step Two
The second step involves further grain cleaning at the operating locations in Bamberg and Hassfurt. Efficient aspiration and modern cleaning and sorting technologies are used here.
Step Three
In the third step, only the largest grains, rich in extract, are sent to the steeping vessel. Daily laboratory analyses and functional tests ensure the cleaning and sorting process meets the highest standards. Magnets remove any remaining impurities.
Step Four
The fourth step involves cleaning the grain again before production begins. After kilning, caramelizing, and roasting, gentle cleaning and polishing of the malt take place, including the separation of the radicles.
Daily quality analyses and metal detectors during shipping ensure the cleaning process remains perfect, delivering a top-quality product.
Step Five
In the final step, the malt undergoes gentle cleaning and polishing before bagging and loading. This thorough process upholds the Weyermann® quality philosophy, ensuring the highest standards for their customers and products.
As a result, customers receive large malt grains with excellent sorting, ensuring perfect workability and the highest extract yields with Weyermann® malt.
Weyermann® Beech Smoked Barley Malt continues the Bamberg-smoked beer tradition. In the 19th century, all malt was traditionally dried on an open fire, giving the beer a smoky taste.
Sensory experts describe the Beech Smoky Barley Malt as having honey-like sweetness and smoky aroma. Flavours of clove, candy, caramel, vanilla, cocoa, and breadcrumb are also recognisable. This malt is ideal for smoked beers, lagers, “Kellerbiere”, speciality smoked beers, and wheat beers, with up to 100% added content. A rustic “slightly smoky” taste can be achieved with the addition of 10-20% malt.
Weyermann® Carafa® complements dark smoked beers perfectly, with a colour range of 4.0 to 8.0 EBC. For an example of a successful smoked beer, try Weyermann® “Schlotfegerla®”, always available at the Weyermann® Living & Drink Shop.
Did you know that smoked malt is used by many distilleries, not just for dark beers? For a lighter version of smoked beer, check out the Bamberger Hofbräu® Rauch, another offering from Weyermann®.
Join us in continuing the tradition of smoked beer with Weyermann® Beech Smoked Barley Malt.
Brewing beer and storing raw materials in tropical climates presents additional challenges for the brewer. Many brewers invest in second-hand refrigerated sea containers for storage. These containers cool beer and protect it during the rainy season or from rodents. Naturally, the idea arises to use these refrigerated containers for malt storage as well. However, there are a few important considerations:
Do not freeze the malt below 0°C/32°F.
Avoid creating condensation in the malt bags by frequently taking them in and out of cold storage. If all malt is stored in the cooler, leave the bulk inside and only withdraw the bags you will use. Repeatedly moving the pallets in and out could cause condensation, which increases the risk of mould.
Ensure that no odour-rich materials are stored alongside the malt.
Weyermann® has added oak-smoked wheat malt to its portfolio to meet customer demand for a malt used in Grätzer beer production.
Grätzer is a historic beer style from Poland, where local oak wood was used to smoke and dry the malt. The Grätzerbier was brewed with 100% oak-smoked wheat malt. It was a light beer, consumed throughout the day.
This nearly forgotten beer style was revived in the late 90s by craft breweries. To support them, Weyermann® introduced its oak-smoked wheat malt. This malt is not only loved by Grätzer beer fans but also popular with smoked beer drinkers and distillers worldwide.
Weyermann® Carawheat® enhances the aromas of fermented beers, adding colour and flavour to wheat beer, dark wheat beer, and grain beer. With a colour range of 100-140 EBC, it imparts dark and red-brown hues to beer.
Carawheat® also helps thicken the beer body and creates an intense wheat malt aroma when added at around 15%.
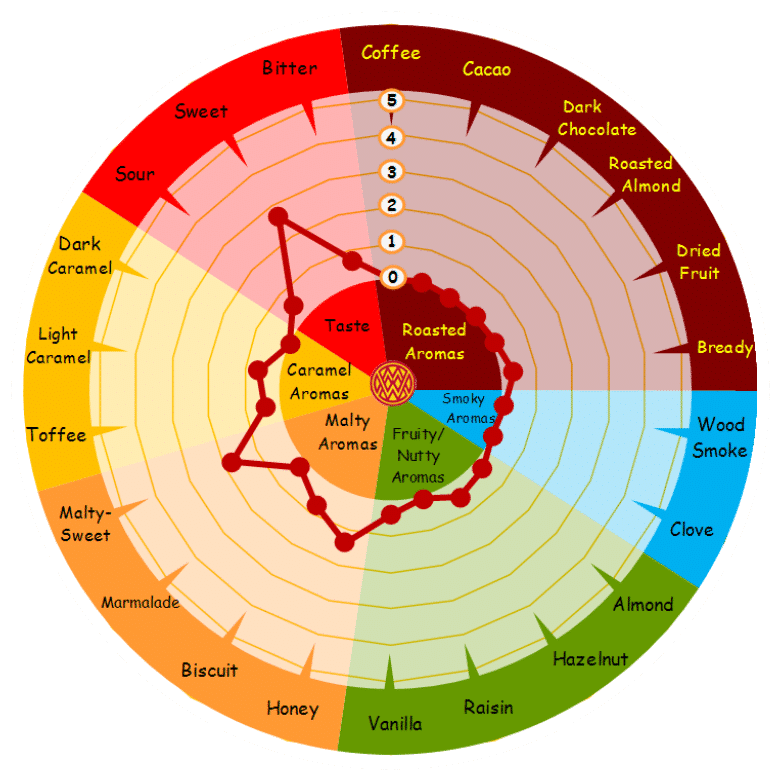
Weyermann® malt flavour circles offer a unique tool for customers to easily explore and distinguish malt products. Carawheat® is described with delightful notes of light caramel, almond, bread, and pastry. The malt aroma resembles freshly baked goods and candies.
Weyermann® Carapils® is the company’s oldest trademark, registered in 1908. It was the world’s first trademark for pale caramel malt. In the US and Canada, Weyermann® Carapils® is known as Weyermann® Carafoam®. This speciality malt, with its light malt sweetness and honey notes, is perfect for Pilsner, non-alcoholic, Lager, and light beers.
Adding up to 40% improves the beer’s full mouthfeel and foam stability without changing its colour. The EBC value of Weyermann® Carapils® ranges from 2.5 to 6.5. Weyermann® malts bring colour and aroma to beers in 135 countries worldwide. Explore Weyermann®’s large product portfolio, featuring more than 85 malts, to find your ideal product.
Weyermann® Dark Wheat Malt belongs to the Weyermann® wheat malt group, which also includes Weyermann® Pale Wheat Malt, Weyermann® Carawheat®, and Weyermann® Chocolate Wheat Malt.
They select wheat grains from the Franconia region to produce a range of high-quality wheat malts. Weyermann® Dark Wheat Malt has a colour range of 15-20 EBC. It is ideal for wheat beers, “Kölsch”, “Altbier”, “Schankbier”, light, low-alcoholic, non-alcoholic, and dark wheat beers.
When used at up to 50%, Weyermann® Dark Wheat Malt creates a distinctive and outstanding fermented wheat beer flavour. This malt delivers a sweet, pastry-like aroma, with hints of bread crust, nuts, and cocoa/chocolate.
Weyermann® Malts continuously updates its quality management system to meet the standards of DIN ISO and HACCP (“Hazard Analysis of Critical Control Points”).
Weyermann® ensures that all its products comply with relevant health and food safety regulations. Each malt bag leaving the factory has a unique code, allowing you to trace the malt back to the field.
In addition to the QR code, each malt bag includes a batch code, expiry date, and filling time (day, hour, minute, second!). The label also features the article number, making Weyermann® malt sacks ambassadors of the company’s red and yellow world.
Weyermann® acidity extract is a controlled, non-alcoholic fermented sour wort in concentrated form with a hazy, brown appearance. This product offers breweries without sour wort production the chance to benefit from biological acidification. It can be used during mashing or in the wort kettle. As a result, the sour wort extract serves as a great alternative or supplement to acidulated malt for setting optimal pH values in the brewhouse.
The sour wort extract comes in a re-sealable Bag-in-Box unit. Each BiB contains 16 litres, which equals 20 kg. To reduce the pH by 0.1 for mash acidification, the recommended dosage is approximately 10 litres per 1000 kg of malt. Alternatively, for acidification in the wort kettle, use about 6 litres per 1000 kg
Weyermann® Carared® is used to produce dark or red beers. It is commonly added to brown beers, bock beers, amber beers, dark beers, wheat beers, red ales, and Scottish ales.
With an addition of up to 25%, the beer’s full body and warm colour are intensified. The EBC value ranges from 40 to 60. This caramel malt also brings a malt aroma reminiscent of toffee, caramel, and honey.
Weyermann® Floor-malted Bohemian Wheat Malt, with an EBC value of 3-5.5, is used in authentic Bohemian Wheat beers, Wheat Bock Beers, and other full-bodied, top-fermented beer specialities. It is recommended for use up to 70%, or even 100% with a mash filter.
This malt is made from Bohemian brewing wheat varieties. It offers a distinctive wheat malt aroma and mild malt sweetness. The taste provides a velvety, creamy mouthfeel.
Weyermann® Abbey Malt® has a malt colour of 40-50 EBC and is ideal for Belgian-style speciality beers, including Blond, Bruin, Amber, Triple, Double, Faro, and Fruit Beers. The malt’s intense flavour and bread notes, created through a special kiln technology, also make it suitable for traditional Abbey and Trappist Ales.
Beer experts, including 20 Weyermann® beer sommeliers, detect nuances of dark chocolate, pastries, and almonds in the malt’s sweet taste. This gives Abbey Malt® a wonderfully balanced and characteristic flavour. You can add up to 50% of this malt. As with all Weyermann® products, it is always available and pairs perfectly with the “Honey Malt”.
Weyermann® Caraamber®, with an EBC value of 60-80, works well in bock beers, dark beers, red beers, and amber beers, including amber lagers and ales.
Adding up to 20% of this malt enhances the beer’s taste stability and fullness. With Caraamber®, Weyermann® customers can optimise the mashing process while enjoying the delightful flavours of toffee, caramel, and bread in their beers.
Philipp Schwarz, the Weyermann® distillery team leader, frequently receives questions about the term “water for blending.”
“Water for blending” refers to the water used by distillers to reduce high-percentage distillate to drinking strength.
The mixture water must meet at least drinking water quality standards.
The Weyermann® Caramunich® is ideal for classic “Bavarian” dark beers. Depending on the addition (1-5% for light beers, 5-10% for dark beers), this malt provides a robust, full, and round flavour in dark and brown beers, Festival beers, Oktoberfest beers, Bock beers, non-alcoholic malt beverages, nutritional beers, Schankbier, and light beers.
Weyermann® beer sommeliers describe intense malt aromas with a distinctive caramel flavour. You will notice hints of pastry, bread crust, and cocoa. A subtle flavour of raisins, coffee, and almonds also emerges. Weyermann® Caramunich® offers a brilliant play of colour, ranging from dark copper to amber brown and maroon brown.
Thanks to several special Weyermann® malts, brewers can freely explore their creativity. This malt comes in three categories: I, II, and III. Weyermann® Caramunich® I has an EBC value of 80-100, Type II ranges from 110-130, and Type III falls between 140 and 160.
The Weyermann® Caraaroma® has an EBC value of up to 450 and is used in beers like barley wine, porter, stout, dark export, bock beers, Oktoberfest beers, dark ales, and Belgian strong beers.
Beers brewed with Weyermann® Caraaroma® develop a beautiful dark red to hazelnut colour. The flavour profile offers delightful notes of bread crust, walnut, and dark chocolate.
In the Weyermann® Malt Aroma Wheel®, developed by Bamberg’s brew experts, you can find hints of bread, nuts, chocolate, and a fine taste of raisins and dark caramel. Overall, Weyermann® Caraaroma® enhances flavour stability, gives the beer a full-bodied profile, and rounds off the beer colour.
We do not recommend adding 100% rye malt. Rye (Secale Cereale) is a different species to barley (Hordeum Vulgare), with distinct characteristics. Rye contains twice as many gums, called pentosans, which increase viscosity. This makes the lautering process more challenging during brewing.
Additionally, rye lacks husks, which barley provides to form a natural filter layer. Brewing with rye malts requires a special approach, starting with the mashing process. We recommend a maximum rye malt addition of 60%.
Weyermann® Bioland Melanoidin Malt is available in 25 kg/55 lbs. bags.
Brewers can use this malt to create organic beers with a pleasant reddish colour. The malt also imparts biscuit and honey-like aromas.
Weyermann® Bioland Melanoidin Malt is made from barley grown under the German organic label “Bioland”. The malt’s protein content is carefully selected. The warm, CO2-rich germination of green malt promotes the formation of amino acids, which creates the malt’s unique taste and special colour.
Many cultures have brewed sour beers for centuries. Early on, various regional sour beer styles developed. Before the discovery of yeast, brewers left worts to ferment spontaneously. This allowed other microorganisms, like lactic acid bacteria, to accumulate alongside the yeast, resulting in natural souring.
Today, several controlled methods exist to produce sour beers. One popular technique is “kettle souring,” used to create kettle sour beers. This method adds an extra step to the classic brewing process. Before boiling the hops, the wort is cooled to 37°C and inoculated with lactic acid bacteria. It naturally sours in about 30 hours. SafSour™ LP 652 from Fermentis is perfect for this process. After souring, brewers continue the classic process with hop boiling.
The main advantage of kettle souring lies in the controllability of the process. It also allows for the development of complex aromas. Citrus, tropical, and fruity notes, along with a pleasant lactic acid taste, form before hop boiling and fermentation. This method supports the production of many beer styles, including sour IPAs, fruit sour beers, sour ales, and Berliner Weisse, which remain popular year-round.
Weyermann® Isaria 1924® is an order-only item from Charles Faram. It is not available on our shelves, but we can order it for you.
Isaria was first bred in 1912 by Ackermann, a German barley breeder. It became officially accepted for brewing in 1924 and quickly became a successful European variety. Isaria remained in the brewing barley programme until 1963, making it one of the oldest commercial spring barley varieties in the world.
The significant influence of Isaria and its popularity among German brewers in the early 20th century led Weyermann® to revive its cultivation and malting in the 21st century. Nearly 100 years later, Weyermann® offers Isaria as a unique heirloom variety, Isaria 1924®. This variety provides beers with a malty, yet not overly sweet taste and a distinctive nutty aroma.
In its time, malts had a darker colour, and Weyermann® Isaria 1924® reflects this legacy with a colour of 7-9 EBC or 3.1 – 3.8 Lovibond. It is ideal for beers such as Zoigl, Keller, unfiltered Lager, and Festbier.
Top malt is an undermodified malt that improves foam stability. The modern version, Weyermann® Carapils®, provides this benefit. In the USA, Weyermann® Carapils® is registered as Weyermann® Carafoam® and distributed by our partner BSG Craftbrewing under the name Carafoam®.
Weyermann® Carafoam® was first developed and registered in 1908 as Carapils®. It is a 115-year-old, modern product that consistently achieves a “top malt result” with a nice foam and light beer colour.
Weyermann® Carafoam® and Weyermann® Carahell®, which is slightly darker and adds more body, are excellent technical malts. These malts enhance the base malt for Pilsner and Helles beers.
To make this product, the green malt moves directly from the germination box into the roasting drum. This allows the amylases formed during germination to reduce the strength.
In the roasting drum, temperatures are raised to mimic those in the brewery. This process allows the alpha and beta-amylases to break down the starches and release sugars, which later caramelise during thermal treatment.
The intensity of caramelisation determines the flavours and aromas produced, ranging from greasy and cookie-like to caramel and nutty notes.
Water hardness occurs when water passes through soils or aquifers. The geological underground plays a key role in determining the distribution of water hardness.
For example, you can contact your city’s waterworks to learn about the hardness of your local water. This information is crucial for the burner, as it influences whether they need to treat the water.
Even with municipal data, it is helpful to analyse the water hardness within your operation. This allows you to determine the exact hardness before and after water treatment.
If the water hardness exceeds 3°dH, the water used to dilute the distillate or spirits must undergo hardening.
If the “average water” (more details in upcoming FAQ Tuesday episodes) isn’t treated, hardness will form in the distillate.
Philipp Schwarz, Weyermann® Distillery team leader, explains what hardening in distillates and spirits means.
As mentioned last week, the geological underground significantly influences water hardness. Groundwater from plaster layers can result in high concentrations of magnesium and calcium ions in city water.
These ions are insoluble in mixtures of alcoholic water, like beer wort, and contribute to what is known as hardness.
To prevent this, it is essential to harden city water before distilling.
In recent weeks, we spoke with Philipp Schwarz, Weyermann® team leader of the distillery, about terms related to water for distillates and spirits.
Today, we will explain the abbreviation “°dH.”
The abbreviation °dH represents the degree of German hardness. It refers to the total hardness of water, which includes the sum of earth-alkali calcium and magnesium, and occasionally strontium and barium.
Currently, water hardness is measured in mmol/l or mol/m3.
Although the °dH unit is outdated, it remains useful in practice.
We aim to provide our customers with the best quality, regardless of the weather conditions during transport from Bamberg to your brewery.
Recently, Weyermann® focused on Sinamar® and examined their RME when stored under freezing temperatures.
The tests showed that frozen samples (stored for over two weeks) did not differ from samples kept at ambient temperatures. Our laboratory and trained taste panel members confirmed this result.
No differences appeared between the frozen and reference samples in terms of taste, quality, or solubility.
As an added bonus, our canisters can withstand even the harshest transport temperatures, including -18°C.
To meet the growing demand for non-alcoholic beer, Fermentis searched for and found a suitable yeast strain for production.
The dry yeast SafAle® LA-01, derived from Saccharomyces cerevesiae var. Knights of Hefestamm, now fills this role.
As the exclusive distributor for fermented yeast in Germany and Austria, Weyermann® Maltzfabrik contributed to the yeast’s development through fermentation trials in our experimental brewery.
We incorporated the expertise of our brewing masters, along with various malts and parameters, into the research.
The key feature of this yeast is its inability to metabolise maltose or maltotriose. Instead, it only uses simple sugars, such as glucose, fructose, or sucrose. As a result, beer with an alcohol content of less than 0.5% vol results from a 7° plateau, with regular spice characteristics.
However, the fermentation process still produces by-products that can contribute to the beer’s character.
This yeast also works well for light beers. Even with higher spices, it produces a low alcohol content.
When using this yeast, pasteurisation or running it through a KZE is essential to prevent degeneration, aiming for 100 PE.
The recommended dosage is 50 to 80g/hl beer.
A great example of this yeast’s potential is our non-alcoholic beer, Weyermann® #99, brewed with SafAle® LA-01.
Weyermann® stores barley with a water content of 12-14%. This level maintains the barley’s life, minimising growth and ensuring safe storage, especially against spoilage like mould.
To begin starch modification, the barley’s moisture content needs to increase. This process occurs during soaking, when the grain absorbs the necessary water for vegetation.
At around 38% water content, life visibly increases, and germination proceeds steadily and quickly. Depending on the desired modification, further soaking increases the moisture content to 43% or even up to 48%.
Thus, soaking plays a crucial role in preparing barley for the germination process, which is essential for creating the necessary conditions for starch conversion.
If a brewer wants to enhance the beer’s taste and aroma, and deepen the colour to a copper-red or darker shade, they can use Weyermann® special malts. These malts fall into two categories: roast and caramel malts.
Roast malts include very dark, roasted malt products that darken the beer’s colour. Brewers typically use them in small quantities, around 5-6%, to create a rich dark beer or a robust stout.
In addition to adding colour, Weyermann® roast malts impart delightful roasted, coffee, and chocolate notes. Thus, these malts not only contribute to the beer’s appearance but also elevate its flavour profile.
Brewers use many different types of malt, with base malts serving as the foundation of your beers. Base malts provide all the necessary components to create a beer wort and ultimately brew the beer.
A high enzyme potential characterises base malts, enabling them to break down complex compounds, especially starch. This process produces fermentable sugars and provides essential nutrients for the yeast.
Additionally, malt husks act as a natural filter during the lautering process, ensuring a clear wort runoff. Finally, base malts contribute to a beer’s basic colour, typically falling in the middle of the colour spectrum, ranging from blond to yellow.
Wheat is a general term for many grains in the genus Triticum. As a result, a wide range of wheat varieties exists, each with distinct genetic compositions and properties. These differences impact their uses in the food industry.
Since genetic classification is too complex for everyday use, most people categorise wheat types based on their rheological characteristics, global production volumes, and food applications. Hard and soft wheat are the two most common and widely accepted types.
Wheat’s high protein content makes it ideal for pasta dough. Soft wheat, with its significantly lower protein content, is more commonly used for baking. This makes soft wheat the best option for creating sweet, soft bread and brewing salty, tasty wheat beers.
Weyermann® uses only local wheat varieties, sourced from nearby farms, and mills them into light, dark, caramel-coloured, and roasted wheat malts. The food industry also uses terms like “red” and “white” wheat to classify varieties, particularly in the US and Canada. However, these classifications are unreliable, as Weyermann® adjusts the final wheat malt colour using either the tar or roasting drums to achieve the desired result.
Foam plays a vital role in the visual appeal of beer in many cultures. Essentially, beer foam forms a complex system known as dispersion, where gas (CO2) disperses in a liquid (beer).
High-molecular proteins stabilise the beer head retention. These proteins enhance the stability of CO2 bubbles, delaying their collapse. Malt naturally provides these proteins. By adjusting the malting process, we can ensure that the proteins remain high-molecular. This process is evident in Weyermann® Carafoam® / Carapils®, a malt product with slight modifications. It undergoes careful germination and drying, which ensures high-molecular proteins in the wort.
Through smooth caramelisation in rotating drums, Carafoam® / Carapils® enhances foam stability while adding body and a malty taste. Our skilled maltsters achieve this naturally.
The second product, Carahell®, also improves foam characteristics but has a darker colour and more intense malty flavour. It is ideal for darker beers compared to the lighter Carapils®/Carafoam®.
For optimal foam characteristics, we recommend adding at least 5% Carapils® or Carahell® after pouring the beer. To significantly extend head retention, use a minimum of 10%.
At Weyermann®, we use only new, high-quality pallets for the worldwide shipment of our malt. We source all our pallets from sustainable forests, certified according to Forest Stewardship Council (FSC) criteria. This seal of quality guarantees that the wood meets the social, economic, and environmental needs of both present and future generations, ensuring sustainable forests.
Additionally, the pallets undergo chamber-drying and hold an IPPC certification. The International Plant Protection Convention requires the wood to be gently heated, preventing pests and wood diseases. We store the pallets moisture-proof in our halls until they are ready for use.
By using only new pallets, we ensure that our malt stays free from foreign substances. When exporting to over 135 countries, we also prevent the spread of unwanted organisms in the wood.
This approach aligns with our high-quality Weyermann® philosophy, which begins with selecting the best grains, continues through the production process, and culminates in packaging with renowned aroma protection in our Weyermann® malt ambassadors.
Every malt bag from Weyermann® includes a best-before date of 18 months. Our experts in quality assurance confirm that the aroma profile of over 80 different malts remains stable during this period. Weekly tastings help assess the flavour stability of our specialty malts, ensuring no significant changes.
The key factor in maintaining this excellent flavour stability is the high quality of our Weyermann® bags. These red printed, disposable bags feature extra tear-resistant PP (polypropylene) and a waterproof PE (polyethylene) inlet. The PE inlet provides optimal aroma protection, preserving the malt’s freshness.
To seal the bags, we fold the tops and sew them twice with red and white thread, creating a freshness seal. This ensures the malts stay fresh for our customers worldwide.
We wish all our customers happy brewing with our fresh, flavourful Weyermann® specialty malts!

Malty Barcode
The “I-nigma” barcode reader is a free smartphone application that efficiently downloads the batch malt analysis by scanning the analysis code from Weyermann® bags.
On some operating systems, the analysis PDF is stored in the “Downloads” folder. For iOS, you can use “iBooks” to store the analysis.
Once stored, you can easily print the analysis or forward it via email, WLAN, or Bluetooth.